That's the email I got upon entering the shop today. I was using a 1 x 10 styli for a part with 3-48 & 6-32 threaded holes. Just trying to get a decent location within tolerance of +/- .005. Now, the customer (we are the sub-contractor) is "coming in today with a cylindrical probe which will take more accurate hits on thread holes". I checked some of the postings in the forum and it looks like there's a lot involved and the results are sketchy.
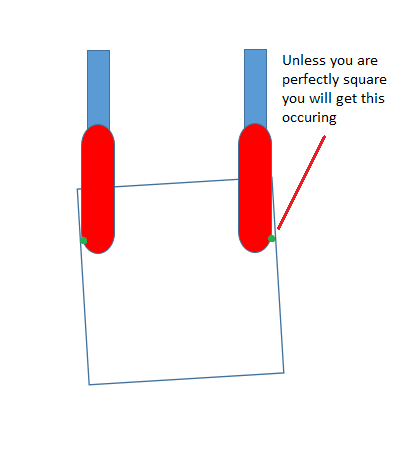
Unless the hole is
exactly square to the axis of the probe you will get bad hits.
Think about the chances of the combination (summation possibly?) of the hole axis, the probe head, and the stylus components exactly 'adding' up so that the cylindrical face of the stylus contact multiple thread peaks, all around the thread?
More likely you're going to 'shank' out. Also in pc-dmis although you can make it take hits on the shank during qualification, this achieves nothing - the only data used in calculating hits is the tip centre and diameter.
We generally use a cylindrical stylus for inspecting threaded holes. The tip is a .5mm X 15.25 carbide cylinder stylus (Renishaw P/N A-5003-1210). This is because we generally have hundreds of holes to check.
This is not the most accurate way to check threaded hole locations because you are picking up the minor diameter of the thread and if the hole is crooked you can still shank out inside the hole (See Ninjas Graphic above). I would never just use a ruby ball inside a threaded hole because the ball will fall in between the threads on one side of the hole while it may hit the "peak" of the thread on the other side of the hole. Therefore, the measure would definitely be incorrect. Also, bear in mind that we are inspecting precision machined parts. Where there is less chance of the hole being significantly crooked.
There are inserts you can buy that you screw into each hole leaving a cylindrical protrusion. Then you can use a ruby ball stylus to pick up the location of each cylinder. See MSC P/N 84344027 as an example. It's called a true position tapped hole gage. This (IMO) is the best way to pick up threaded holes if you only have a few of them to measure.
We generally use a cylindrical stylus for inspecting threaded holes. The tip is a .5mm X 15.25 carbide cylinder stylus (Renishaw P/N A-5003-1210). This is because we generally have hundreds of holes to check.
This is not the most accurate way to check threaded hole locations because you are picking up the minor diameter of the thread and if the hole is crooked you can still shank out inside the hole (See Ninjas Graphic above). I would never just use a ruby ball inside a threaded hole because the ball will fall in between the threads on one side of the hole while it may hit the "peak" of the thread on the other side of the hole. Therefore, the measure would definitely be incorrect. Also, bear in mind that we are inspecting precision machined parts. Where there is less chance of the hole being significantly crooked.
There are inserts you can buy that you screw into each hole leaving a cylindrical protrusion. Then you can use a ruby ball stylus to pick up the location of each cylinder. See MSC P/N 84344027 as an example. It's called a true position tapped hole gage. This (IMO) is the best way to pick up threaded holes if you only have a few of them to measure.
HTH,
t.
Unless you use Pitch in the auto circle to follow the threads spiral/helix.
PC-DMIS has the possibility to measure circles and cylinders with a pitch - going up in a spiral, following the thread. This means that you hit the thread in the same way all the way around. This is in most cases better than using a cylindrical probe tip. Unless the pitch is wrong...
The thread holes I'm checking are fairly small, 3-48, so the only styli that will enter is the 1 by 10mm. I know I am picking up high and lows but just trying to get locations. So far my readings have been within tolerance but again, someone says the cylinder styli's the way to go and now I hear the engineer's muttering, "cylinder styli" over and over like it was the Golden Calf. Anyway, the genius's will be here sometime today so I might learn a joke or two from them.
I would still argue that the "Threaded Gage" method is the most accurate, followed by using "Auto Circle with a Pitch" as Ninja described with a Ruby Ball Stylus (We are going to look into that option today). For option #3 I would still go with the cylinder stylus (We are measuring holes as small as 2-56 with the stylus I described above).
@Ninja - Is that what you use? I didn't even know that option was there.
Yeah, with the largest tip possible.
Watch out for direction on internals and externals, and also the CW/CCW setting in the Auto Feature dialog! (i.e. check visually it's spiralling the right way)
As someone mentioned there are special inserts you can get which are better, but for most stuff the Pitch function is more than adequate, and better than the alternatives.
Watch out for direction on internals and externals, and also the CW/CCW setting in the Auto Feature dialog! (i.e. check visually it's spiralling the right way)
As someone mentioned there are special inserts you can get which are better, but for most stuff the Pitch function is more than adequate, and better than the alternatives.
I would agree. The threaded gages are good, but expensive, and tedious to use. The one I described above is $123.00 each. Again, great option if you have them and only have a few holes to do. Thanks for the tip on using that pitch option!