1.2 MM with MAX MATERIAL in my world of inches, That's .050 that's a mile, if your machinist can't hit that or get somewhat close, They might want to pass this on to someone else. Your looking into this to deep, talk to your machinist and see where he is making his "Z" have him mark it, and you establish Your "Z" there. I only wish I had that tolerance, most of my cast were .020 to .028 or in mm .508 to .7112
so, the print seems to only give 2 of the 3 locations.
After creating the [-A-B-C-] alignment... the 1st axis will be 157mm from center 2nd axis is 11mm from center. the 3rd axis would need extracted from cad or... as Kirb mentioned... you could ask the fixture/ machinist for the 3rd value as he took it.
after entering the 3 values in a vector point, use the find nominals button to correct the vector. "assuming you have cad."
ahh didn't really read into that far just the one note, but yeah figured with that tolerance and from my past, usually when there are XYZ Datums, that told me it was cast.
louisd

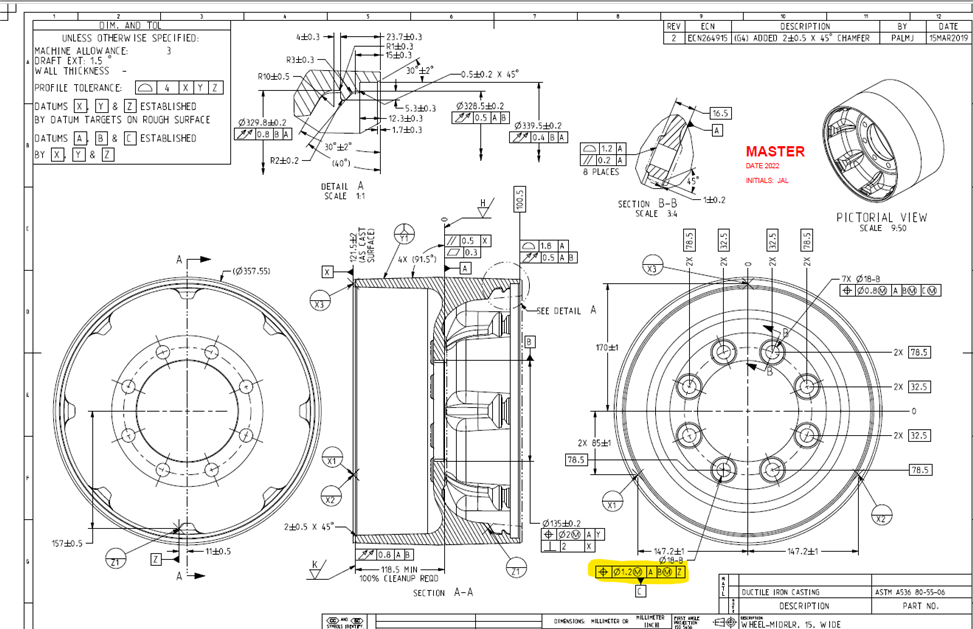 How would I include Datum -Z- in the alignment highlighted?
How would I include Datum -Z- in the alignment highlighted?





