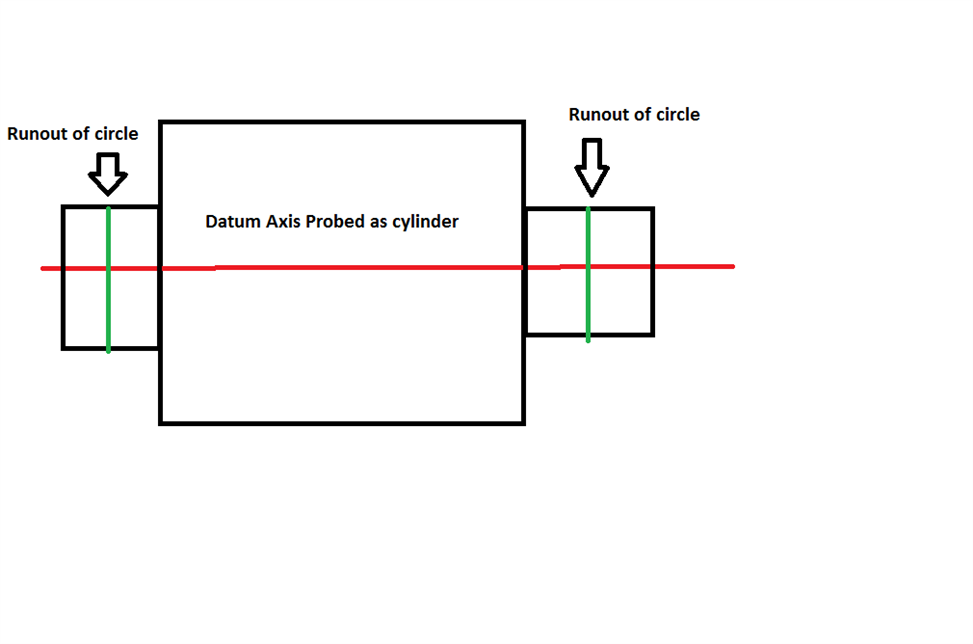
I have a part that is constantly out of tolerance on radial runout. My datum is a cylinder and my runout feature is a circle. When I change runout from from radial to axial, it’s now within tolerance.
I looked up radial runout and axial runout and the difference is radial is how far off a feature is off the datum axis but still parallel and axial is how much of a tilt the feature has to the datum axis. Which one should I use and why and I out of tolerance with only one and not both?
https://www.celeramotion.com/applimotion/support/faqs/what-are-radial-and-axial-runout-error/#:~:text=Radial%20runout%20is%20when%20the,parallel%20to%20the%20main%20axis.