There's been some debate here about what the CMM is capable of measuring to when it comes to the 10:1 rule. Obviously we can change the resolution on the dimensions we want reported way out. What number do you guys reference for this?
First, look up the machine's Uncertainty spec on it's calibration report.
Note it's an uncertainty per-unit-of-measurement (usually meter?), so you have to math how much uncertainty for X length of measurement.
That had better waayyyy under 1/10th of your tightest tolerances.
Next, run some tests where you measure ring gauges and/or qual sphere over and over again in different positions with common stylus builds.
I like to dump the data to Excel for this, then crunch it for Range and Standard Deviation.
That will give you some realistic idea of how much uncertainty your machine is delivering, and is a good way to spot failing wrist/probe/stylus equipment too.
If that's over a tenth of your print tolerances, it's time to explain to mgmt that if they want to continue to bid on those kind of prints then they need to buy a better CMM, rarely a fun conversation.
Never report more decimal places than the machine's realistic uncertainty. It's typical to match or go one decimal place more than the print.
The CMM isn't a godlike purveyor of molecules, it's an industrial measuring machine - probably good to a couple microns.
First, look up the machine's Uncertainty spec on it's calibration report. Note it's an uncertainty per-unit-of-measurement (usually meter?), so you have to math how much uncertainty for X length of measurement.
That had better waayyyy under 1/10th of your tightest tolerances.
Next, run some tests where you measure ring gauges and/or qual sphere over and over again in different positions with common stylus builds. I like to dump the data to Excel for this, then crunch it for Range and Standard Deviation. That will give you some realistic idea of how much uncertainty your machine is delivering, and is a good way to spot failing wrist/probe/stylus equipment too.
If that's over a tenth of your print tolerances, it's time to explain to mgmt that if they want to continue to bid on those kind of prints then they need to buy a better CMM, rarely a fun conversation.
Never report more decimal places than the machine's realistic uncertainty. It's typical to match or go one decimal place more than the print.
The CMM isn't a godlike purveyor of molecules, it's an industrial measuring machine - probably good to a couple microns.
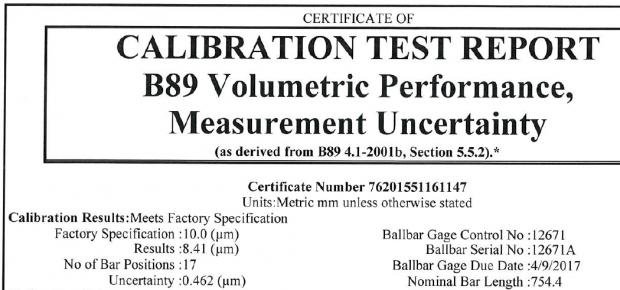
Josh, so just to review and give others a look at the math, if I take a look at my cert for the Global with SP25 we have it showing Uncertainty of 0.462 (microns) to a ball bar length of 754.4.
So dividing the ball bar 754.4 / 1000mm =.7544 unit of measurement
Multiplying the unit of measurement times my uncertainty (.7544 * 0.462) = 0.3485328 microns
So if my smallest tolerance on that machine is 15 microns (times 10% or 0.10) = 0.0015mm =1.5 microns
Since the uncertainty (0.3485328 microns) is less than the 10 times less than my smallest tolerance (1.5 microns) I am good to go.
Am I looking at this correctly per your post or am I missing something here??
Josh, so just to review and give others a look at the math, if I take a look at my cert for the Global with SP25 we have it showing Uncertainty of 0.462 (microns) to a ball bar length of 754.4.
So dividing the ball bar 754.4 / 1000mm =.7544 unit of measurement
Multiplying the unit of measurement times my uncertainty (.7544 * 0.462) = 0.3485328 microns
So if my smallest tolerance on that machine is 15 microns (times 10% or 0.10) = 0.0015mm =1.5 microns
Since the uncertainty (0.3485328 microns) is less than the 10 times less than my smallest tolerance (1.5 microns) I am good to go.
Am I looking at this correctly per your post or am I missing something here??
TIA, 4/1/96
April,
We (and by "we" I myself and my friend the Hexagon Regional Service Manager who's been certifying CMMs for 20-plus years) have never seen a cert reference a "ball-bar length". Ball bars are of variable length, so that makes no sense.
The uncertainty is almost always microns per meter.
Take another look at the cert, shoot scan it and post it if you can.
Here is a copy of the cert that I am referencing. This is from Hexagon Tech K. T. that was here in July 2015. So what I attached was listed as the volumetric performance, measurement uncertainty. There is also a page that lists Repeatability, Measurement uncertainty but that shows Uncertainty at 0.029 um, but also lists each individual axis X (0.45 um) Y (0.55 um) Z (0.37 um). Is that what you were referring to instead of volumetric uncertainty?
Without even looking at any actual numbers from your machine I can tell you that in real world applications, in a very well controlled environment (<1Deg C average temperature variation per 24 hrs, <1deg C stratification throughout the room), your machine is, at best, capable of ~0.010mm repeatability over a 1 meter length. The machine spec will tell you that it is closer to 0.005mm/meter but you won't really achieve that in real world applications.
If you don't have a very well controlled room then you can easily double or even triple the value stated above.
Here is a copy of the cert that I am referencing. This is from Hexagon Tech K. T. that was here in July 2015. So what I attached was listed as the volumetric performance, measurement uncertainty. There is also a page that lists Repeatability, Measurement uncertainty but that shows Uncertainty at 0.029 um, but also lists each individual axis X (0.45 um) Y (0.55 um) Z (0.37 um). Is that what you were referring to instead of volumetric uncertainty?
Report ID: b9c56c73-9016-e511-b48d-001372675f77
Certificate Number: 72601551161147
4/1/96
April,
The uncertainty listed on the lower left is per meter, not per ballbar length. The ballbar information on the right is for reference.
Under a half micron is not bad for volumetric, really.
Check the uncertainties for each axis. Good practice is to use the worst one when calculating if the machine can reliably check the close-tolerance stuff, to be on the safe side.
First, look up the machine's Uncertainty spec on it's calibration report. Note it's an uncertainty per-unit-of-measurement (usually meter?), so you have to math how much uncertainty for X length of measurement.
That had better waayyyy under 1/10th of your tightest tolerances.
Next, run some tests where you measure ring gauges and/or qual sphere over and over again in different positions with common stylus builds. I like to dump the data to Excel for this, then crunch it for Range and Standard Deviation. That will give you some realistic idea of how much uncertainty your machine is delivering, and is a good way to spot failing wrist/probe/stylus equipment too.
If that's over a tenth of your print tolerances, it's time to explain to mgmt that if they want to continue to bid on those kind of prints then they need to buy a better CMM, rarely a fun conversation.
Never report more decimal places than the machine's realistic uncertainty. It's typical to match or go one decimal place more than the print.
The CMM isn't a godlike purveyor of molecules, it's an industrial measuring machine - probably good to a couple microns.
Good Afternoon Josh:
How could I continuously run a qual check program using all my tips? Say 10 or 20 times? I would like to check the spread of my probes.
To Underspec :
An old standard here (NF E 02 204) said U/T <1/4. (U = uncertainy with k=2, T = total tolerance, so if you have ±t, T=2*t)
To Josh :
I desagree with 2 points of your post (sorry, it's unusual !!!) :
1- I believe that spec of the cmm (A+B*L) is not an uncertainty but a tolerance. You can't use it in a calculation of uncertainty, you just have to call the tech if you measure some gauge blocks with a deviation > spec... 2- About decimal places, I always use 4 (in mm), because sometimes the deviation in µm is null, and I don't want thhat the customer thinks the part is perfect. It also helps me to check that Pc-Dmis measures !!!!!
To DaSalo :
I measure usually a 1020mm Koba step, 26 steps (so 52 lengthes), 3 repetitions, 19 positions, so it gives 2964 deviations values for each test.
The standard dev of it gives a "picture" of uncertainty on length (about ±2µm with k=2). Some other tests (scan, rotation of the head, rotation table, probe changer) helps me to calculate CMM uncertainty on standards (from ± 3.1 µm A0B0 only for example). The uncertainty increase with the form of the measured part (for example, the distance between 2 planes depends on the flatness of each one, so you must take them into account in the uncertainty calculation). At the end, without taking into account the method, you are often close to 1/100 mm, but you can be better than it...
Koba tests and the like are useful and are certainly the best way to reliably compare one machine to another, or one machine to itself over time, in a completely neutral, objective way. The problem is that they rarely reflect the true performance that you will get in a real production situation. When you add up the impact of some temp fluctuation, dirt on the parts, surfaces that aren't perfectly smooth, wrist indexing, stylus changing, mixing of TTP and analog scanning, the age of the captain, etc... the real uncertainty is far higher than what is shown by the Koba test. Whenever people ask me what sort of uncertainty we can expect I try to give them a real world value so expectations stay realistic.
Part of our process involves running the exact same program on the same part twice with a time separation of ~5hrs to 1 day. These parts happen to be almost exactly 1 meter long. So I have seen hundreds and hundreds of samples of the uncertainty that we can expect over 1 meter in a real world environment with all potential sources of uncertainty included. Based on this I can say with confidence that The repeatability over 1 meter is in the neighborhood of 0.010mm on our machines. The April has a very similar machine (a bit smaller) so I'm pretty confident that this is close to the value that they will experience as well if they keep the machine in a well controlled environment. The Koba test will certainty be much better than this.