Recently i'm having a huge problem with one of my customers.
One of our parts have drawing with a concentricity characteristic for two holes [one of them is a datum].
We produce the parts, measure'em [results are always ok] and deliver to our customer - then they claim the concentricity is out of tolerance.
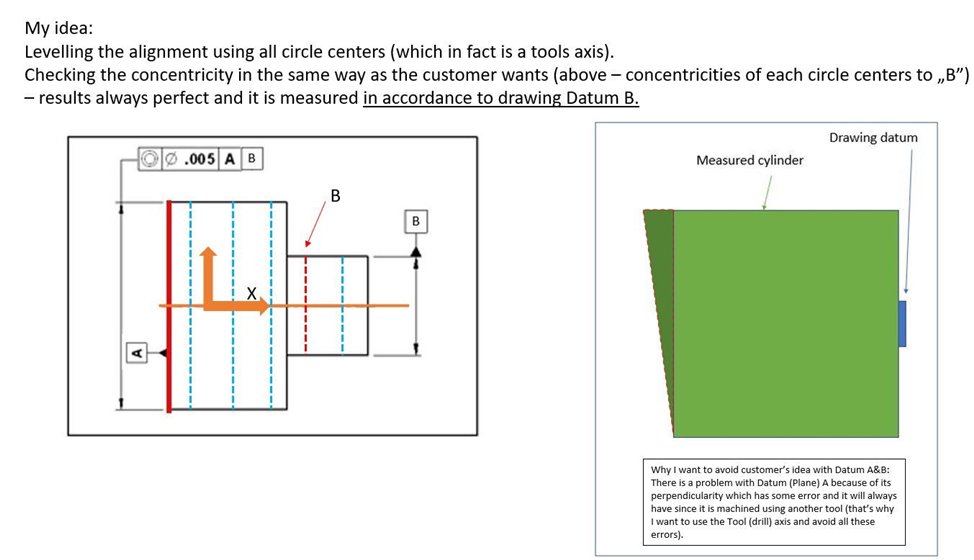
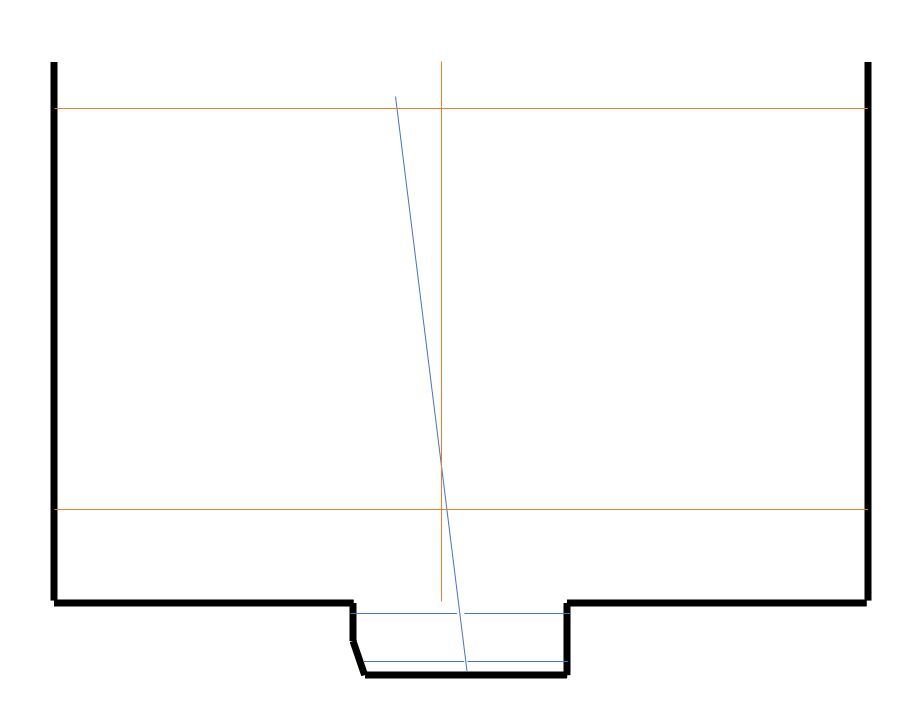
Now i need to explain the issue a bit - both holes are drilled on CNC using just one form tool at once so i'm not afraid about the result [it'll be always ok - i'm sure about that]. But the problem is that the datum is very small and short [about 2mm depth] and measured cylinder is very long and has a large diameter [check the attached image on the right side]. When i checked the repeatability on one part about 80percent of results were similar and 20perc. different about 0.02mm [our customer has some crappy CMM so their results vary from 0.01mm up to even 1.6mm - which is physically not possible
 ]. That's why we changed internally the datum. Currently our CMM checks both methods - 1. short/small diameter as datum [as in drawing]; 2. long diameter as a datum. In case the 'correct' method is out of tolerance we remeasure it and then it's ok
]. That's why we changed internally the datum. Currently our CMM checks both methods - 1. short/small diameter as datum [as in drawing]; 2. long diameter as a datum. In case the 'correct' method is out of tolerance we remeasure it and then it's ok 
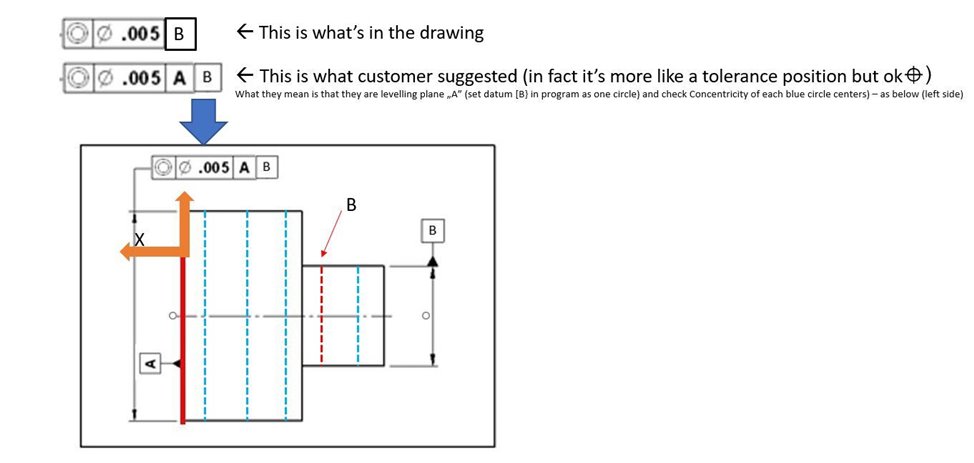
So, the customer wants to use the drawing datum anyway. And they asked to measure it by adding a surface plane as another datum [attached picture on the left side. The mentioned plane with red color].
And now I don't understand what exactly they want, what does the datum mean - since we check one axis to the another - what does the plane surface mean/

Can't just ask them [asians - language barrier, they can't speak english].
What would you guys do now/ I need a support from experienced metrologist-negotiators.
Sorry for a crappy sketch - i'm working on a touchpad + powerpoint. This is not the sketch i got from the customer - it's a random pic from the internet but basically it's the same.
thx
Attached Files