Your Products have been synced, click here to refresh
Unfortunately this is not working. It appears "FCFCommand" is not available in 2011. I need to figure out how to find a FCF command in 2011. Thank you for the suggestion though!
Sub Main' Original CSV Ouput Script by Jay Hall of Hexagon Metrology
' Modified by Josh Carpenter, Mike Grones, Andy Mears, And Jay Hall of Hexagon Metrology August 2011
' Modifications: Captures all Xactmeasure data For multiple features, including sizes & summary reference axial deviations.
' Also names CSV file With part Name, serial number, And date-time stamp
' Notes:
' Variable "SERNO" For Serial Number must be present In PC-DMIS part program
' Exports CSV data To C:\YOUR_FOLDER_HERE\CSV Data Output\, change below On Line 36
' PC-DMIS v2011 Release: when using Xactmeasure To dimension Position of multiple holes, make sure the required axis are of the Feature Set are checked.
'pcdlrn declarations And Open ppg
Dim App As Object
Set App = CreateObject("PCDLRN.Application")
Dim Part As Object
Set Part = App.ActivePartProgram
Dim Cmds As Object
Set Cmds = Part.Commands
Dim Cmd As Object
Dim Ccmd As Object
Dim DCmd As Object
Dim DcmdID As Object
Dim DimID As String
Dim str As String
Dim Int As Integer
Dim IntTest As String
Dim strType As String
Dim SumTest As String
Dim Int2 As Integer
Dim Headertype As Integer
HeaderType = 0
Dim Serial As Object
Set Serial = Part.GetVariableValue ("SERNO")
'Open file **** Change File Path if needed *****************************************************************************************************************************************************************
FileName = "C:\YOUR_FOLDER_HERE\" & Part.PartName & "_" & Serial.StringValue & "_" & Month(Date) & Day(Date) & Year(Date) & "_" & Hour(Time) & Minute(Time) & ".csv"
Open FileName For Output As #1
Print #1, "Part,Serial #,Date,Time"
Print #1, Part.PartName & "," & Serial.StringValue & "," & Month(Date) & Day(Date) & Year(Date) & "," & Hour(Time) & Minute(Time)
'Sort Program*********************************************************************************************************************************************************************
For Each Cmd In Cmds
'...................................................... Process non-GD&T Dimensional Data ......................................................
If Cmd.Type <> 184 Then '#1
If Cmd.Type <> 1299 Then '#2
If Cmd.IsDimension Then '#3
If Cmd.Type = DIMENSION_START_LOCATION Or Cmd.Type = DIMENSION_TRUE_START_POSITION Then
Set DcmdID = Cmd.DimensionCommand
Print #1, DcmdID.ID & ",,,,,,,,,"
End If ' #4
If Cmd.Type <> DIMENSION_START_LOCATION And _
Cmd.Type <> DIMENSION_END_LOCATION And _
Cmd.Type <> DIMENSION_TRUE_START_POSITION And _
Cmd.Type <> DIMENSION_TRUE_END_POSITION Then
Set DCmd = Cmd.DimensionCommand
'Every Dimension gets a header, just like PC-DMIS report
Print #1, "Feature,Axis,Nominal,Plus Tol,Minus Tol,Measured,Deviation,Out Tol"
If DCmd.ID = "" Then '#5
str = "," & Format(DCmd.AxisLetter ,"0.0000") & "," & Format(DCmd.Nominal ,"0.0000") & "," & Format(DCmd.Plus ,"0.0000") & "," & Format(DCmd.Minus,"0.0000") & "," & Format(DCmd.Measured,"0.0000") & "," & Format(DCmd.Deviation,"0.0000") & "," & Format(DCmd.OutTol,"0.0000")
Print #1, str
Else
Print #1, DCmd.ID & ",,,,,,,,,"
str = "," & "M" & "," & Format(DCmd.Nominal ,"0.0000") & "," & Format(DCmd.Plus,"0.0000") & "," & Format(DCmd.Minus,"0.0000") & "," & Format(DCmd.Measured,"0.0000") & "," & Format(DCmd.Deviation,"0.0000") & "," & Format(DCmd.OutTol,"0.0000")
Print #1, str
End If '#5
End If '#4
End If '#3 Is dimension
End If '#2 Not Cmd.Type 1299
End If '#1Not Cmd.Type 184
'_ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _Process Xactmeasure GD&T _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _
If Cmd.Type = 184 Then
str = Cmd.GetText (ID, 0)
Print #1, str
strType = Cmd.GetText (GDT_SYMBOL, 0)
If strType = "POSITION" Then
Print #1, "Feature,Axis,Nominal,Plus Tol,Minus Tol,Measured,Deviation,Out Tol"
Int = 1 'Line1 Size Dimensions of Xactmeasure
IntTest = Cmd.GetText (REF_ID, Int)
While IntTest <> ""
str = Cmd.GetText (REF_ID, Int) & "," & "SIZE" & "," & Format(cdbl(Cmd.GetText (LINE1_NOMINAL, Int)) ,"0.0000") & "," & Format(cdbl(Cmd.GetText (LINE1_PLUSTOL, Int)) ,"0.0000") & "," & Format(cdbl(Cmd.GetText (LINE1_MINUSTOL, Int)) ,"0.0000") & "," & Format(cdbl(Cmd.GetText (LINE1_MEAS, Int)),"0.0000") & "," & Format(cdbl(Cmd.GetText (LINE1_DEV, Int)),"0.0000") & "," & Format(cdbl(Cmd.GetText (LINE1_OUTTOL, Int)),"0.0000")
Print #1, str
Int = Int + 1
IntTest = Cmd.GetText (REF_ID, Int)
Wend 'Line1
Int = 1 'Line2 True Positions
IntTest = Cmd.GetText (REF_ID, Int)
While IntTest <> ""
str = Cmd.GetText (REF_ID, Int) & "," & strType & "," & "0.000" & "," & Format(cdbl(Cmd.GetText (LINE2_PLUSTOL, Int)) ,"0.0000") & "," & "0.000" & "," & Format(cdbl(Cmd.GetText (LINE2_MEAS, Int)),"0.0000") & "," & Format(cdbl(Cmd.GetText (LINE2_DEV, Int)),"0.000") & "," & Format(cdbl(Cmd.GetText (LINE2_OUTTOL, Int)),"0.0000")
Print #1, str
Int = Int + 1
IntTest = Cmd.GetText (REF_ID, Int)
Wend' Line2
Int = 1 'Summary Axis Deviations For Reference
IntTest = Cmd.GetText (SUMMARY_MEAS, Int)
While IntTest <> ""
str = Cmd.GetText (SUMMARY_FEAT, Int) & "," & Cmd.GetText (SUMMARY_AXIS, Int) & "," & Format(cdbl(Cmd.GetText (SUMMARY_NOMINAL, Int)) ,"0.0000") & ",,," & Format(cdbl(Cmd.GetText (SUMMARY_MEAS, Int)),"0.0000")& "," & Format(cdbl(Cmd.GetText (SUMMARY_DEV, Int)),"0.0000")
Print #1, str
Int = Int + 1
IntTest = Cmd.GetText (SUMMARY_MEAS, Int)
Wend 'Summary
End If 'Position
If strType <> "POSITION" Then
'All Non-Position GD&T Get Min And Max instead of Meas And Dev
Print #1, "Feature,Type,Nominal,Plus Tol,Minus Tol,Max,Min,Out Tol"
Int = 1
IntTest = Cmd.GetText (REF_ID, Int)
While IntTest <> ""
str = Cmd.GetText (REF_ID, Int) & "," & strType & "," & "0.0000" & "," & Format(cdbl(Cmd.GetText (LINE2_PLUSTOL, Int)) ,"0.0000") & "," & "0.0000" & "," & Format(cdbl(Cmd.GetText (LINE2_MAX, Int)),"0.0000") & "," & Format(cdbl(Cmd.GetText (LINE2_MIN, Int)),"0.0000") & "," & Format(cdbl(Cmd.GetText (LINE2_OUTTOL, Int)),"0.0000")
Print #1, str
Int = Int + 1
IntTest = Cmd.GetText (REF_ID, Int)
Wend
End If ' is Not Position
End If ' is Cmd.Type 184 Xactmeasure GD&T
'~~~~~~~~~~ Process Report Comments ~~~~~~~~~~
If Cmd.IsComment Then
Set Ccmd = Cmd.CommentCommand
If Ccmd.CommentType = 1 Then
str = Ccmd.Comment & ",,,,,,,,,"
Print #1, str
End If
End If 'Comments
Next Cmd
'Save And Cleanup*******************************************************************************************************************************************************************
Close #1
End Sub
Sub Main' Original CSV Ouput Script by Jay Hall of Hexagon Metrology
' Modified by Josh Carpenter, Mike Grones, Andy Mears, And Jay Hall of Hexagon Metrology August 2011
' Modifications: Captures all Xactmeasure data For multiple features, including sizes & summary reference axial deviations.
' Also names CSV file With part Name, serial number, And date-time stamp
' Notes:
' Variable "V_SERIALNUMBER" For Serial Number must be present In PC-DMIS part program
' Exports CSV data To C:\YOUR_FOLDER_HERE\CSV Data Output\, change below On Line 36
' PC-DMIS v2011 Release: when using Xactmeasure To dimension Position of multiple holes, make sure the required axis are of the Feature Set are checked.
'pcdlrn declarations And Open ppg
Dim App As Object
Set App = CreateObject("PCDLRN.Application")
Dim Part As Object
Set Part = App.ActivePartProgram
Dim Cmds As Object
Set Cmds = Part.Commands
Dim Cmd As Object
Dim Ccmd As Object
Dim DCmd As Object
Dim DcmdID As Object
Dim DimID As String
Dim str As String
Dim Int As Integer
Dim IntTest As String
Dim strType As String
Dim SumTest As String
Dim Int2 As Integer
Dim Headertype As Integer
HeaderType = 0
Dim Serial As Object
Set Serial = Part.GetVariableValue ("V_SERIALNUMBER")
Set LotNo = Part.GetVariableValue ("V_LOT")
'Open file **** Change File Path If needed *****************************************************************************************************************************************************************
'FileName = "J:\CMM\Data Export\" & Part.PartName & "_" & Serial.StringValue & "_" & Month(Date) & Day(Date) & Year(Date) & "_" & Hour(Time) & Minute(Time) & ".csv"
FileName = "J:\CMM\Data Export\" & Part.PartName & "_Lot " & LotNo.StringValue & "_Min-Max_Output" & ".csv"
Open FileName For Output As #1
Print #1, "Part,Lot #,Serial #,Date,Time"
Print #1, Part.PartName & "," & LotNo.StringValue & "," & Serial.StringValue & "," & Month(Date) & Day(Date) & Year(Date) & "," & Hour(Time) & Minute(Time)
'Sort Program*********************************************************************************************************************************************************************
For Each Cmd In Cmds
'_ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _Process Xactmeasure GD&T _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _
If Cmd.Type = 184 Then
str = Cmd.GetText (ID, 0)
Print #1, str
strType = Cmd.GetText (GDT_SYMBOL, 0)
If strType <> "POSITION" Then
'All Non-Position GD&T Get Min And Max instead of Meas And Dev
'Print #1, "Feature,Type,Nominal,Plus Tol,Minus Tol,Max,Min,Out Tol"
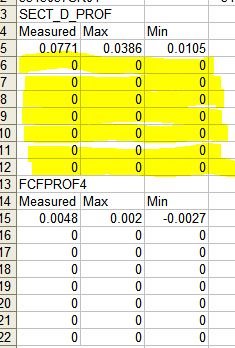
Print #1, "Measured,Max,Min"
Int = 1
IntTest = Cmd.GetText (REF_ID, Int)
While IntTest <> ""
'str = Cmd.GetText (REF_ID, Int) & "," & strType & "," & "0.0000" & "," & Format(cdbl(Cmd.GetText (LINE2_PLUSTOL, Int)) ,"0.0000") & "," & "0.0000" & "," & Format(cdbl(Cmd.GetText (LINE2_MAX, Int)),"0.0000") & "," & Format(cdbl(Cmd.GetText (LINE2_MIN, Int)),"0.0000") & "," & Format(cdbl(Cmd.GetText (LINE2_OUTTOL, Int)),"0.0000")
str = Format(cdbl(Cmd.GetText (LINE2_MEAS, Int)),"0.0000") & "," & Format(cdbl(Cmd.GetText (LINE2_MAX, Int)),"0.0000") & "," & Format(cdbl(Cmd.GetText (LINE2_MIN, Int)),"0.0000")
Print #1, str
Int = Int + 1
IntTest = Cmd.GetText (REF_ID, Int)
Wend
End If ' is Not Position
End If ' is Cmd.Type 184 Xactmeasure GD&T
'~~~~~~~~~~ Process Report Comments ~~~~~~~~~~
' If Cmd.IsComment Then
' Set Ccmd = Cmd.CommentCommand
' If Ccmd.CommentType = 1 Then
' str = Ccmd.Comment & ",,,,,,,,,"
' Print #1, str
' End If
' End If 'Comments
Next Cmd
'Save And Cleanup*******************************************************************************************************************************************************************
Close #1
End Sub
Its looping, so it's grabbing everything. Looks like you want to stop after 2nd time through the loop. One way to do this would be, after I=I+1 add: If I > 2 then Exit While
Sub Main' Original CSV Ouput Script by Jay Hall of Hexagon Metrology
' Modified by Josh Carpenter, Mike Grones, Andy Mears, And Jay Hall of Hexagon Metrology August 2011
' Modified by John Szanto 05-10-2013
' Modifications: Captures all Xactmeasure Non-Position data And exports measured, max, And min values To a csv file.
' Also names CSV file With part Name, lot number, And serial number
' Notes:
' Variable "V_SERIALNUMBER" For Serial Number must be present In PC-DMIS part program
' Variable "V_LOT" For Lot Number must be present In PC-DMIS part program
' Exports CSV data To C:\YOUR_FOLDER_HERE\CSV Data Output\, change below On Line 34
' PC-DMIS v2011 Release: when using Xactmeasure To dimension Position of multiple holes, make sure the required axis are of the Feature Set are checked.
'pcdlrn declarations And Open ppg
Dim App As Object
Set App = CreateObject("PCDLRN.Application")
Dim Part As Object
Set Part = App.ActivePartProgram
Dim Cmds As Object
Set Cmds = Part.Commands
Dim Cmd As Object
Dim str As String
Dim Int As Integer
Dim strType As String
Dim Serial As Object
Dim LotNo As Object
Set Serial = Part.GetVariableValue ("V_SERIALNUMBER")
Set LotNo = Part.GetVariableValue ("V_LOT")
'Open file **** Change File Path If needed *****************************************************************************************************************************************************************
FileName = "J:\CMM\Data Export\" & Part.PartName & "_Lot " & LotNo.StringValue & "_SN " & Serial.StringValue & "_Min-Max_Output" & ".csv"
Open FileName For Output As #1
Print #1, "Part,Lot #,Serial #,Date,Time"
Print #1, Part.PartName & "," & LotNo.StringValue & "," & Serial.StringValue & "," & Month(Date) & Day(Date) & Year(Date) & "," & Hour(Time) & Minute(Time)
Print #1, "Section,Measured,Max,Min"
'Sort Program*********************************************************************************************************************************************************************
For Each Cmd In Cmds
'_ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _Process Xactmeasure GD&T _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _
If Cmd.Type = 184 Then ' looks For Xactmeasure dimensions
If Left(Cmd.ID, 5) = "SECT_" Then ' Look only dimensions With certain naming convention
strType = Cmd.GetText (GDT_SYMBOL, 0)
If strType <> "POSITION" Then 'All Non-Position GD&T Get Meas, Max, And Min
Int = 1
str = Cmd.GetText (ID, 0) & "," & Format(cdbl(Cmd.GetText (LINE2_MEAS, Int)),"0.0000") & "," & Format(cdbl(Cmd.GetText (LINE2_MAX, Int)),"0.0000") & "," & Format(cdbl(Cmd.GetText (LINE2_MIN, Int)),"0.0000")
Print #1, str
End If ' is Not Position
End If ' specific dimension names
End If ' is Cmd.Type 184 Xactmeasure GD&T
Next Cmd
'Save And Cleanup*******************************************************************************************************************************************************************
Close #1
End Sub
| © 2025 Hexagon AB and/or its subsidiaries. | Privacy Policy | Cloud Services Agreement |



