Hello there!
I'm new in this forum and I hope I pick the right group for my question.
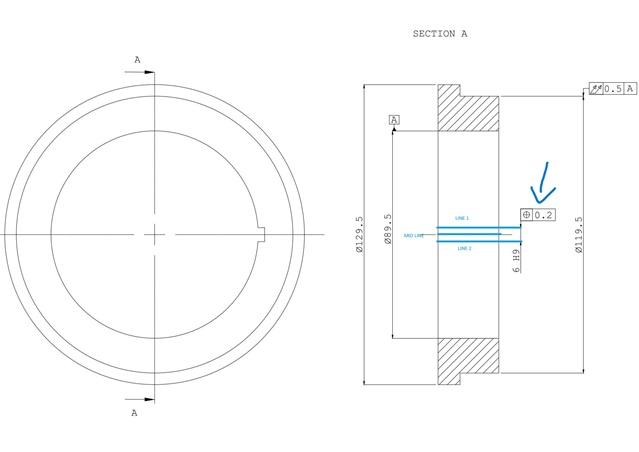
I have to check this tolerance:
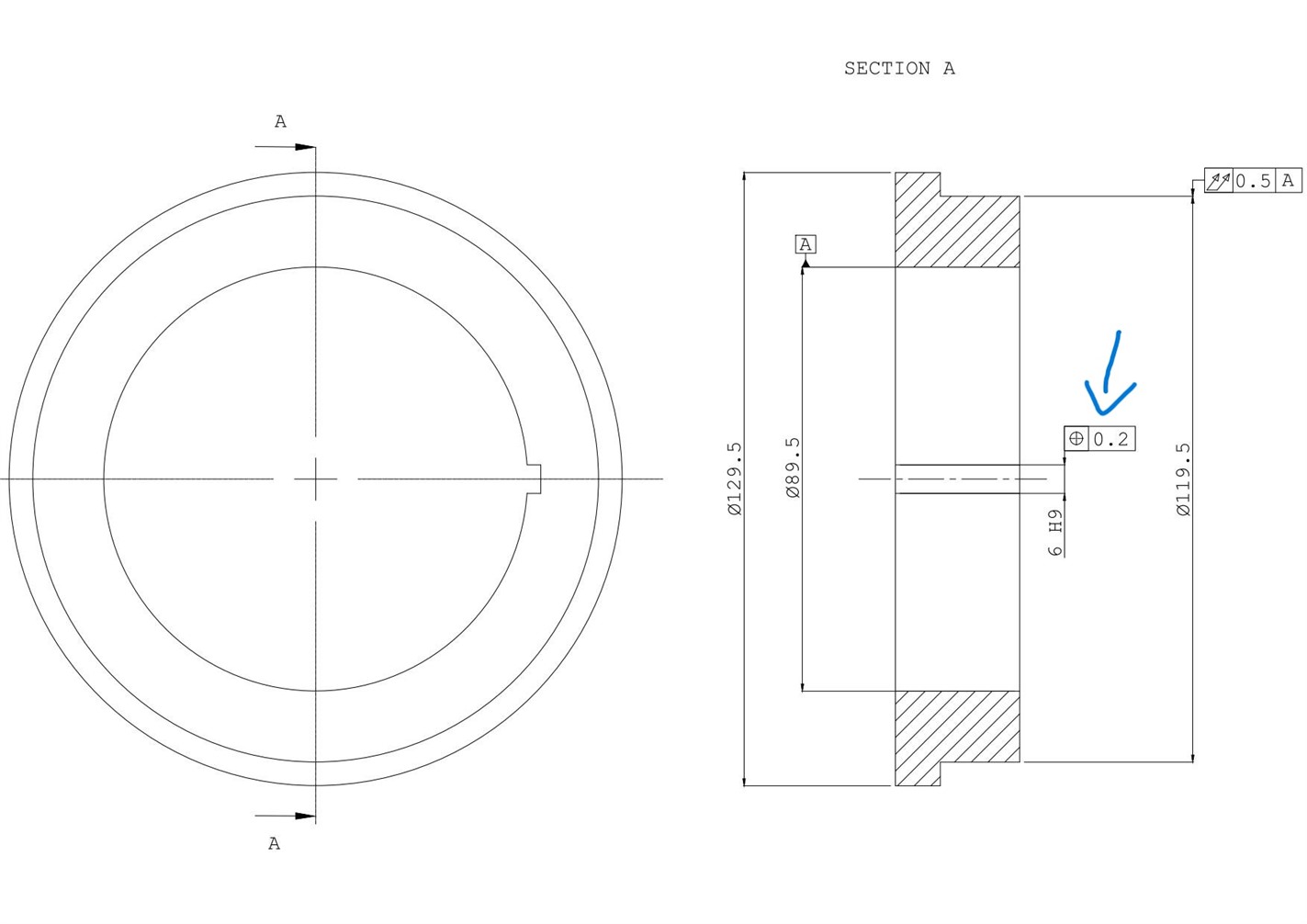
I tried a lot of times and I couldn't find a reliable code to check on this tolerance.
Any idea about the strategy?
Thanks in advance!