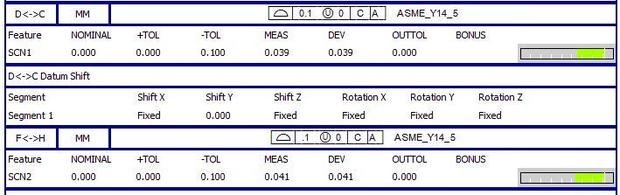
I have a profile with only a negative tolerance. How is my measured value positive, but the part is checking outtol=0. is the meas on the report an absolute value? I am exporting everything to measurlink and it is having trouble with the negative tolerance but positive meas.
I would recomend 'T' value reporting, even if only for reference of the individual point analysis. I've found 'T' to be the most reliable when looking to understand stock-on / stock-off conditions. 'T' value will ALWAYS show a possitive value for stock on and negative value for stock off. So the tolerancing can be based exactly as the leader line in your print depicts to cover the tolerance of your surface.
Use auto vector points on the surface instead of a scan and then when you dimension these points untick X,Y and Z and tick the 'T' value box.
I have done this a few times with customers where I have agreed a few points to report instead of reporting a whole scanned surface. It all depends on the part and the customer of course if just a few points will suffice.
Use auto vector points on the surface instead of a scan and then when you dimension these points untick X,Y and Z and tick the 'T' value box.
I have done this a few times with customers where I have agreed a few points to report instead of reporting a whole scanned surface. It all depends on the part and the customer of course if just a few points will suffice.