i am using PC-DMIS 2019R2.
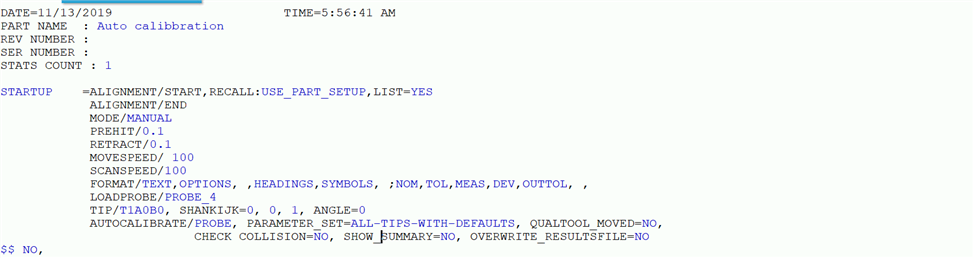
STARTUP =ALIGNMENT/START,RECALL:USE_PART_SETUP,LIST=YES
ALIGNMENT/END
MODE/MANUAL
PREHIT/0.1
RETRACT/0.1
MOVESPEED/ 100
SCANSPEED/100
FORMAT/TEXT,OPTIONS, ,HEADINGS,SYMBOLS, ;NOM,TOL,MEAS,DEV,OUTTOL, ,
LOADPROBE/PROBE_4
TIP/T1A0B0, SHANKIJK=0, 0, 1, ANGLE=0
AUTOCALIBRATE/PROBE, PARAMETER_SET=ALL-TIPS-WITH-DEFAULTS, QUALTOOL_MOVED=NO,
CHECK COLLISION=NO, SHOW_SUMMARY=NO, OVERWRITE_RESULTSFILE=NO