
I remember this gun fight a loooong time ago, it ended up bad for Hexagon and us also.
what I mean is:
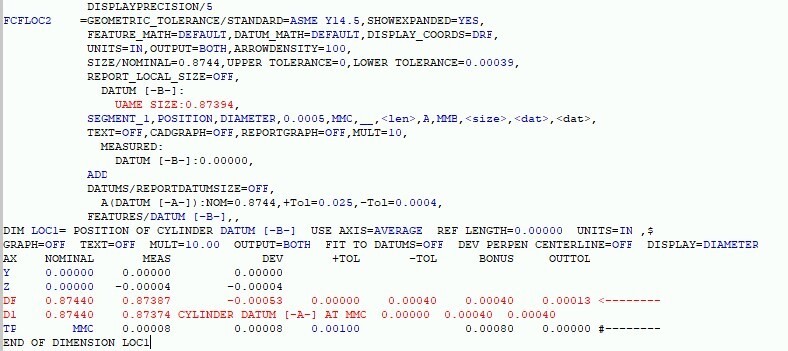
The "New Math" best fits a little too aggressive for me compared to "Legacy". Last time I had reports coming out with perfect true position our customer Lockheed Martin mopped the floor with Pc-Dmis and started the whole ISO Best-Fit shootout, disallowing us to use Pc-Dmis best fit algorithms. The "New Math" best fits also. Here is a comparison:
What do you think?
and can we come up with a disparaging term like "New Math" other than "Geo-Tol"? or "Geo out-of Tol"?
thx








