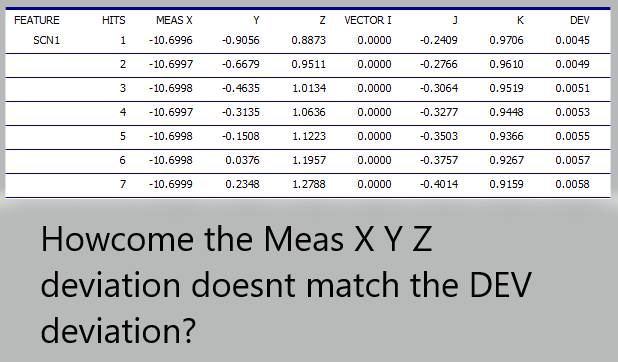
I'm currently trying to measure a part with a profile tolerance of .006|A|B|C, if my Y deviation is -.008 and my Z deviation is .0017 how is PCDMIS calculating the profile to be .0056? I'm evaluating the profile scan hits and know about turning min/max on but unfortunately the original programmer didn't have that turned on, and the operator didn't save the run data so all I have to go off of is the excel report. We use 2019 software.
Sorry all, I know profile has been beaten to death, but I am having a tough time finding an explanation for this. If anyone could explain it to me like I'm a 5-year-old that would be greatly appreciated!
Sorry all, I know profile has been beaten to death, but I am having a tough time finding an explanation for this. If anyone could explain it to me like I'm a 5-year-old that would be greatly appreciated!