I am using a leica laser tracker with t probe. I have a disk 60 in in diameter and a 281 inch spherical radius convex in face of part. I am getting readings off bout a inch on the radius. any ideas?
You're measuring a
very, very, very small part of a large sphere, and expect it to be reliable? What about the uncertainty in each measuring point? How many points do you measure? What's the uncertainty of your measuring device?
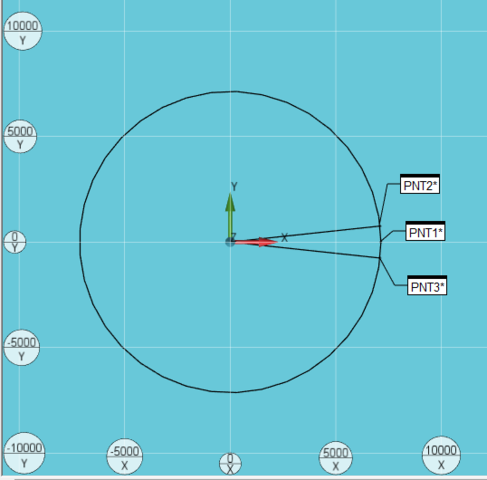
I did an experiment on a circle with three points, with your numbers for radii, and all that's needed to change the diameter ~1in was an error of one micron (0.001 mm) in each of the measuring points...
(code in mm)
Edit: My calculation is wrong - I read mm as inch. In the example the diameter difference is less than 1mm. The error in the hits must be increased to 0.03mm to generate an inch of diameter error.
STARTUP =ALIGNMENT/START,RECALL:USE_PART_SETUP,LIST=YES
ALIGNMENT/END
MODE/DCC
FORMAT/TEXT,OPTIONS, ,HEADINGS,SYMBOLS, ;NOM,MEAS,TOL,DEV,OUTTOL, ,
LOADPROBE/ALLA
TIP/T1A0B0, SHANKIJK=0, 0, 1, ANGLE=0
PNT1 =FEAT/CONTACT/VECTOR POINT/DEFAULT,POLAR
THEO/<7137.4,0,0>,<-1,0,0>
ACTL/<7137.399,0,0>,<-1,0,0>
TARG/<7137.4[COLOR=#FF0000]-0.001[/COLOR],0,0>,<-1,0,0>
SHOW FEATURE PARAMETERS=NO
SHOW CONTACT PARAMETERS=NO
PNT2 =FEAT/CONTACT/VECTOR POINT/DEFAULT,POLAR
THEO/<7137.4,6.093,0>,<-0.9943509,-0.1061426,0>
ACTL/<7137.401,6.093,0>,<-0.9943509,-0.1061426,0>
TARG/<7137.4[COLOR=#FF0000]+0.001[/COLOR],6.093,0>,<-0.9943509,-0.1061426,0>
SHOW FEATURE PARAMETERS=NO
SHOW CONTACT PARAMETERS=NO
PNT3 =FEAT/CONTACT/VECTOR POINT/DEFAULT,POLAR
THEO/<7137.4,353.907,0>,<-0.9943509,0.1061426,0>
ACTL/<7137.401,353.907,0>,<-0.9943509,0.1061426,0>
TARG/<7137.4[COLOR=#FF0000]+0.001[/COLOR],353.907,0>,<-0.9943509,0.1061426,0>
SHOW FEATURE PARAMETERS=NO
SHOW CONTACT PARAMETERS=NO
CIR1 =FEAT/CIRCLE,CARTESIAN,IN,LEAST_SQR,NO
THEO/<0,0,0>,<0,0,1>,14274.8
ACTL/<-0.354,0,0>,<0,0,1>,[COLOR=#FF0000]14275.506[/COLOR]
CONSTR/CIRCLE,BFRE,2D,PNT1,PNT2,PNT3,,
OUTLIER_REMOVAL/OFF,3
FILTER/OFF,UPR=0
You're measuring a very, very, very small part of a large sphere, and expect it to be reliable? What about the uncertainty in each measuring point? How many points do you measure? What's the uncertainty of your measuring device?
I did an experiment on a circle with three points, with your numbers for radii, and all that's needed to change the diameter ~1in was an error of one micron (0.001 mm) in each of the measuring points...
(code in mm)
STARTUP =ALIGNMENT/START,RECALL:USE_PART_SETUP,LIST=YES
ALIGNMENT/END
MODE/DCC
FORMAT/TEXT,OPTIONS, ,HEADINGS,SYMBOLS, ;NOM,MEAS,TOL,DEV,OUTTOL, ,
LOADPROBE/ALLA
TIP/T1A0B0, SHANKIJK=0, 0, 1, ANGLE=0
PNT1 =FEAT/CONTACT/VECTOR POINT/DEFAULT,POLAR
THEO/<7137.4,0,0>,<-1,0,0>
ACTL/<7137.399,0,0>,<-1,0,0>
TARG/<7137.4[COLOR=#FF0000]-0.001[/COLOR],0,0>,<-1,0,0>
SHOW FEATURE PARAMETERS=NO
SHOW CONTACT PARAMETERS=NO
PNT2 =FEAT/CONTACT/VECTOR POINT/DEFAULT,POLAR
THEO/<7137.4,6.093,0>,<-0.9943509,-0.1061426,0>
ACTL/<7137.401,6.093,0>,<-0.9943509,-0.1061426,0>
TARG/<7137.4[COLOR=#FF0000]+0.001[/COLOR],6.093,0>,<-0.9943509,-0.1061426,0>
SHOW FEATURE PARAMETERS=NO
SHOW CONTACT PARAMETERS=NO
PNT3 =FEAT/CONTACT/VECTOR POINT/DEFAULT,POLAR
THEO/<7137.4,353.907,0>,<-0.9943509,0.1061426,0>
ACTL/<7137.401,353.907,0>,<-0.9943509,0.1061426,0>
TARG/<7137.4[COLOR=#FF0000]+0.001[/COLOR],353.907,0>,<-0.9943509,0.1061426,0>
SHOW FEATURE PARAMETERS=NO
SHOW CONTACT PARAMETERS=NO
CIR1 =FEAT/CIRCLE,CARTESIAN,IN,LEAST_SQR,NO
THEO/<0,0,0>,<0,0,1>,14274.8
ACTL/<-0.354,0,0>,<0,0,1>,[COLOR=#FF0000]14275.506[/COLOR]
CONSTR/CIRCLE,BFRE,2D,PNT1,PNT2,PNT3,,
OUTLIER_REMOVAL/OFF,3
FILTER/OFF,UPR=0
I get that the reliability of the measurement is questionable. Still need to check per customer. I am going to try to take a lot more points. We are doing experiment to see the best number before we check on cmm.