I want to use romer-arm and go out to part on shop floor and import this model into pc-dmis and use model to align with and compare with actual part. I only use pc-dmis every once in a while and can't remember how to do it. We measure the bore(s) and need to see their x,y position of each and to one another and compare those to the desired model dimensions. I need z axis to be axis of all of the bores.
Write the program using the CAD model and then execute that program to measure the part. You can either use autofeatures if you are more comfortable with them. Otherwise you can use CTL+F4 to put it into program mode and click on the model like you would probe a part. Then hit the end key to finish the measurement.
Hi,
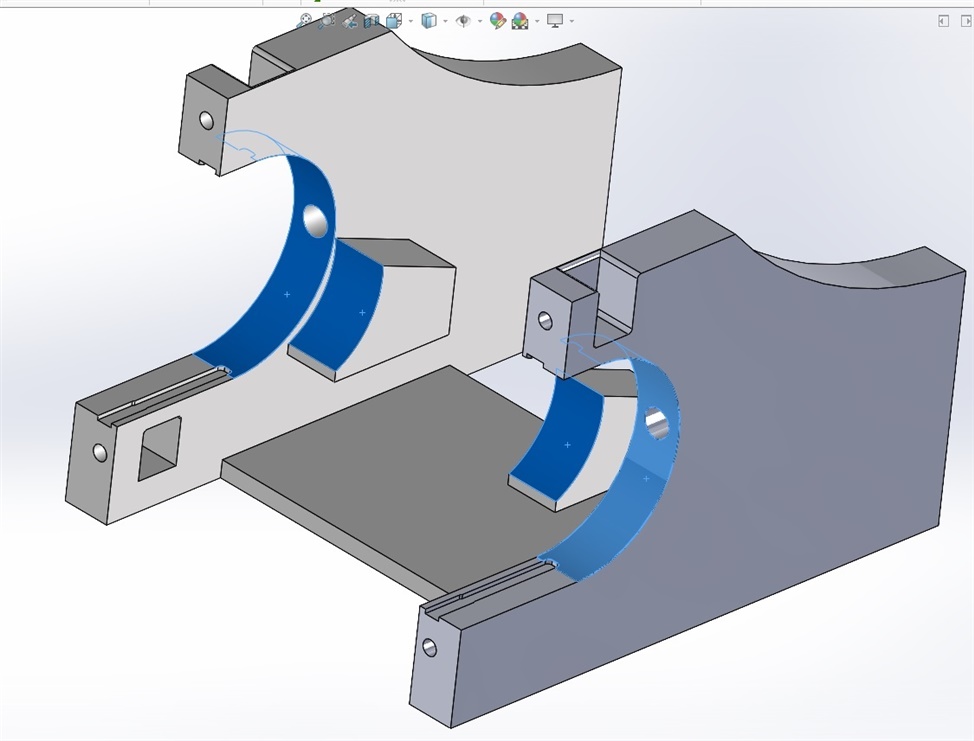
I want to write a program for a Assembly. I would be writing the program using the CAD model and then execute that program to measure the part.
The first thing would be defining the datum’s. My part would be loaded on the fixture. Once I execute the program, I won't be able to access the datum points to probe them as the part is on the fixture. SO how to I probe the datums on the actual part.
depends on what your datums are, and also the amount of tolerance.
I had a part that was fixtured in place by 4 pins, to create my datum A i measured holes that were actually the four pins, but i added sample hits to measure the surface of which the pins went through, to keep from having my holes wander in space.
i used those measurements to create a plain for datum A, then created a line from 2 pin measurements(that i had already measured), created a center point on that line and that gave me B and C Datum.
mind you this may not be the best, but i made it work and my result were repeatable. my tolerance was +-1mm and .5mm down to +-.25mm in some places
so if you want the Z axis to be the same for all then measure the bottom of your part, if that sits on the top of your fixture then select the bottom of your part to measure a plain for datum A, but the key is to invert the +- on your probe.
this will allow you to measure the top of the fixture on which your part is sitting on.