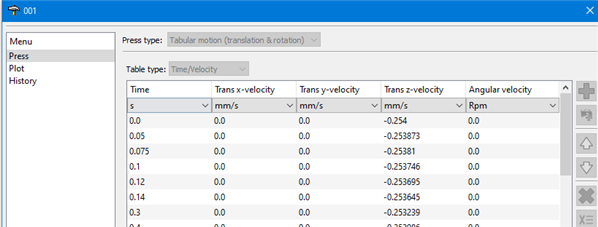
I have few questions about the Simufact material database for Inconel 718 powder, when looking into the flow curves all I could see is the data for the plastic region, I would like to know why the Simufact didn't consider the elastic region. Also in the mechanical properties what is the input for elastic modulus for this material because am not able to find it, did you consider infinite elastic modulus? if yes, could you please explain.
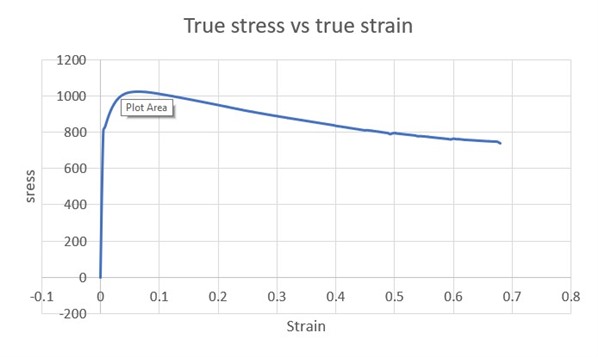
Kindly look in to the below plot I got from a simple compression test showing true stress and true strain for IN718 powder at 20C .
 Could you please explain why the Simufact database doesn't have any elastic region data.
Could you please explain why the Simufact database doesn't have any elastic region data.