I'm on my last week before 4 weeks vacation and I feel great!

I've got this part that I'll be programming, and it's really something...
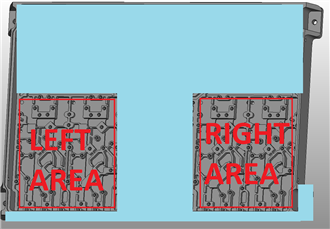
Not that complicated but it's large and it's got a whole bunch of small planes and edges inside, and the drawing states "Profile of any surface 0.8 ABC" (mm),
so I'll have to place points everywhere. It's kind of divided i two halves where the pattern is the same on the left vs right side. (Unfortunately I can't disclose the drawing document.)
So here's my question:
Can I use a loop to program left side, then move it to the right side and get all the points there too?
And would this work?
V1 = LOOP/START, ID = YES, NUMBER = 2, START =1, SKIP =, OFFSET: XAXIS = 0, YAXIS = 208.82, ZAXIS = 0, ANGLE = 0 [Place all my points here] LOOP/END
And will all the points be getting unique element names, will I be able to see the second set of points on the CAD-model?
Have a great day everyone!