I have drawing with a profile callout with a .004" spec. I am using PC-DMIS 2019 version.
My customer is measuring the part on Zeiss Machine.
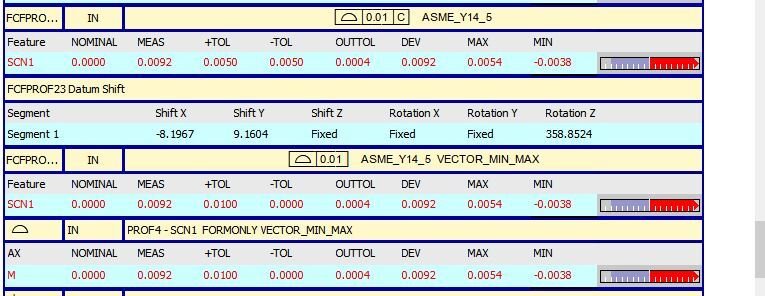
The issue came up that they are able to spilt the tolerance to a +/-.002.
PC-Dmis, I am only able to enter the .004 using the "Exact Measure" option. I attempted the "Legacy" Mode this would not work either.
Is it possible to split the spec and have it read +/-.002, instead of the 0- 0.004?
Thanks,
Jim
attached is the drawing for reference
Attached Files