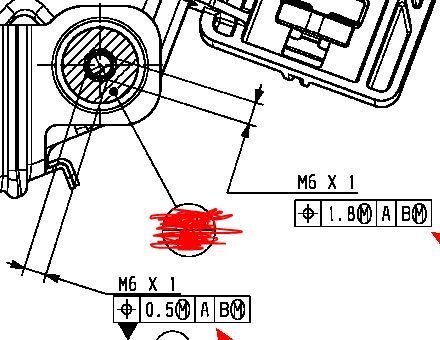
The person who made the drawing didn’t consider that you’ll need a fully qualified datum system, if you have a tolerance zone that's clocked in a certain direction. In this case, the two position callouts have tolerance zones that are not cylindrical, but rather defined by two parallel planes. With just A and B, PC-DMIS doesn’t know the orientation of those planes and therefore can’t calculate a result.
Also, as Singularity stated, it is imperative that you don’t use MMC on the thread, because there is usually no way you could measure the pitch diameter of an M6 thread.
The person who made the drawing didn’t consider that you’ll need a fully qualified datum system, if you have a tolerance zone that's clocked in a certain direction. In this case, the two position callouts have tolerance zones that are not cylindrical, but rather defined by two parallel planes. With just A and B, PC-DMIS doesn’t know the orientation of those planes and therefore can’t calculate a result.
Also, as Singularity stated, it is imperative that you don’t use MMC on the thread, because there is usually no way you could measure the pitch diameter of an M6 thread.