Hello all,
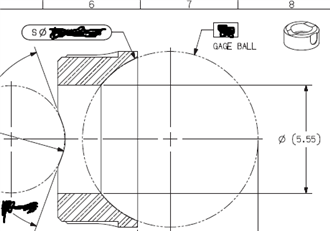
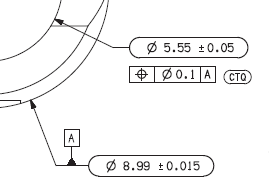
I am using a TIGO TP20 setup (PCDMIS 2017 R2) and I am measuring a small cylindrical part (somehow resembling a very short tube). The outer Diameter being 9mm and inner 6 mm. I have it placed vertically on my fixture and trying to true position control the inner circle as to the outer. The problem is that the face I am having the part on Z+ has no rotational datum and as such I only level on the top plane and probing from Z+ the 2 circles. There is no room (part being 4 mm short) for cylinders.
In any case, this is a simple TP callout of 2 circles. The issue is that while without moving the part on the fixture I am getting repeatable results at a few microns in 2 axis resulting in a TP of less than 0.01mm, when I turn the part 180 degs I am getting 0.03 shift in Y axis. Not only that, but rotating the part continuously by 180 Degs, I am getting consistent repeatable results over and over with the same offset...
The circle even being small I am probing as least squares, 360degs full circles and 23 and 17 hits accordingly in order to have a better approach.
Nevertheless, the distance between the 2 circles should always be the same no matter the orientation / rotation which is left unconstrained (actually was constrained externally with a plane of the fixture). The call out is only requesting TP from Datum A (outer dia).
Maybe it is the leveling plane curling (flatness was 0.015-0.020 mm) due to the fixture grip (not really stressing it much tbh), but still... why have consistency between placements?
For me, this is the first time seeing this happening and I am thinking it has to do with the rotation that's left "unconstrained" and this should not be happening imo. Any ideas maybe?