Hello,
I'm faceing a problem with measuring RUNOUT on a 540mm tube.
Let me explain:
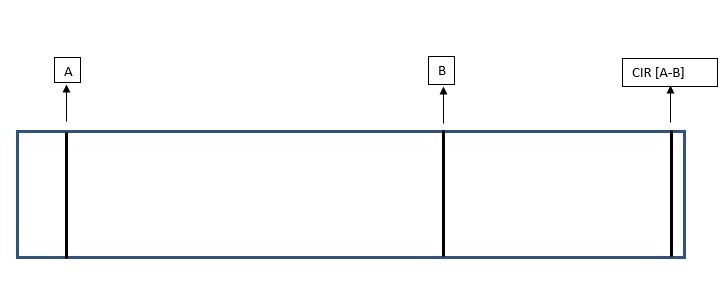
The tube consist of two datums - A and B. Datum A is at the front of the tube, Datum B is slightly off center on the opposite site. Datums defined out of circles, because measured cylinders are short in distance.
1. We need to measure what's the runout on a circle on the far side of the tube. RUNOUT DIA42 [A - B]. The problem is that with turning the tube on a fixture, we get up to 0.04 variation.
2. We need to measure whats the runout on a circle which is datum A looking at datum B - RUNOUT DIA_A
. The problem is the same but with much bigger variation.
I know that form has a big impact on runout - form of datums are not the same.
What I've tried is and I don't know if this is correct:
I've constructed a cylinder out of two circles which are opposite and on the far side of the tube and did the alignment: level and origin on that cylinder- alignment is now in the middle of the tube.
When doing this, the RUNOUT on datum is better, we get the same variation - up to 0.04 and not up to 0.1. The datum [A-B] is measured the same as previous alignment.
Is there any other way?
Now I need to convince our technology, that we measure correct.
BR