I am trying to inspect a part where the critical dimension is a hole in the middle with a diameter of 25.476mm (+0.01/-0), and it also has a 0.01mm cylindricity callout. When I inspect the hole as a cylinder, both the UAME and Local sizes are reporting out of tolerance, however when I inspect the same hole as multiple circles at different depths, all of the circles are in tolerance. Instead of using the auto cylinder function, I also tried to create a construction cylinder out of those circles and still got the same result. The cylindricity itself is in tolerance, as well as the runout, so I'm not exactly sure what I am doing wrong, and what i can do to correct this. I am relatively new to CMM programming, so any advice is appreciated.
Are you scanning? Are your speeds, number of hits per mm and filter the same for the circle an cylinder. you could also have a straightness issue that is causing the cylinder to be out. The cylinder is 3D of course so the solution is different than circles. If you construct from the circles make sure your using all the hits and and filter the same as the auto feature.
What version are you using?
I would use a bore gage for the diameter as I don't trust a CMM to give an accurate diameter at anything smaller than +/-.005. I would only use the location (and form data only with enough hits.)
What I don't understand though, is why the diameter is repeatedly in tolerance when reported through the "Location" feature but incorrect when reported through the "size" feature using GD&T? Shouldn't they be the same?
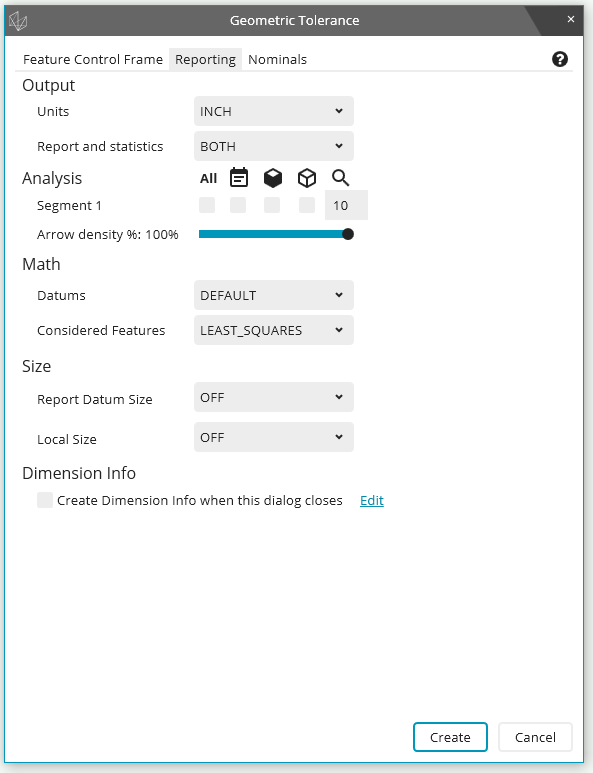
Location is reporting size with the same filters as you measures the circle (asualy Least Square) and in the GD&T function you have to select "Least Square" for how it calcultes size.