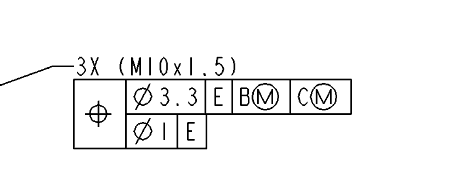
I have a print that is calling out the True position of a Hex Nut, on top of the FCF it has the description of the Hex nut instead of a diameter size. Have any had to deal with something like this?
i would use a flexible hole gage (worth looking in to if your company will spring for them) or a thread Gage in the hex nut which i am assuming is welded on and checking it as like you would a pin since their is no mmc size is not a factor just center relative to datums and the M10 x 1.5 could be reported as a note
how do you go about measuring it? do you probe the inside where the threads are located? do you probe the outside edges of the hex nut? or do you use some special tool like dustin is talking about?
I get the part completely deburred & as clean as possible. Then with the largest diameter ball possible I probe the threads. I'll use two or three separate auto-circles with as many hits as possible using the appropriate positive or negative tread pitch. I'll then construct those circles into a cylinder & report the position of that cylinder.
I have found that this method accurately reports position but not so much for reporting the thread's major diameter.