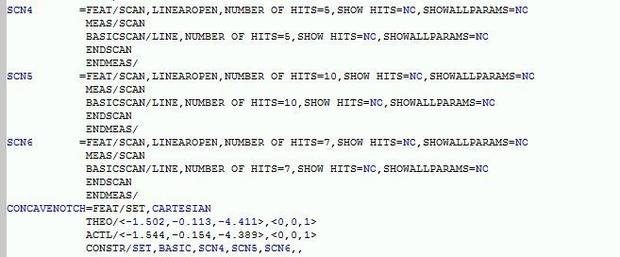
I am struggling with this particular feature and i am not entirely sure why. I had it scanned 3 times by linear open scans then combined them in a constructed feature set. I dimensioned that as a profile of a surface, but it was not working properly as it was not reflecting the changes made on the cnc machine. I am trying to find the best scan for the notch portion, but i was wanting some input on what the best option would be. the notch diameter is 1mm, so it is fairly small, which may contributing to my struggle.
your alignment is absolutely key to this reporting properly (especially is you're trying to report form AND location). can you please post a better pic of your part so we have a better idea of what you're trying to measure as well as your code?
If you are trying to compare a machine offset to the model I personally would go in and take a series of individual points. Then I would dimension those individual points using "T" value. You could then create a scan set from the points and dimension that as well if needed.
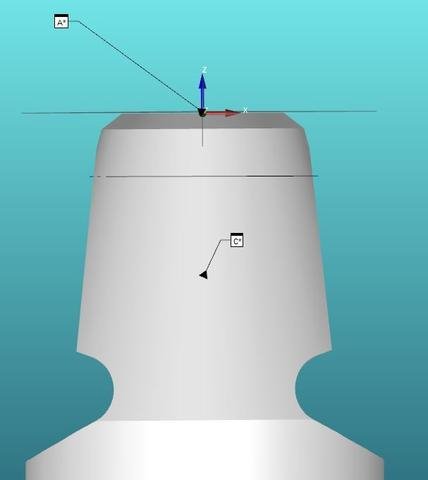
i will get some code and a picture... this feature is called back to my C|A datums, C (c is a constructed midplane of the flat on both sides of this part) being the rotation about z and A being the level and origin for Z.
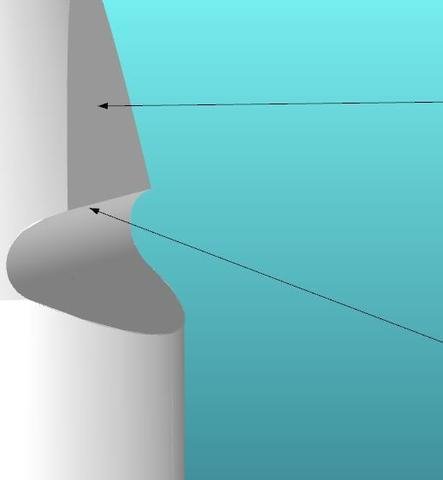
here is a side view of the part the angled flats are combined to make a midplane that rotates about Z plus to y plus.
The top flat is the a datum and is leveled along z
X and Z origin are set off of Cdat and Adat respectively. X origin is set off of the Bdat (cone feature)
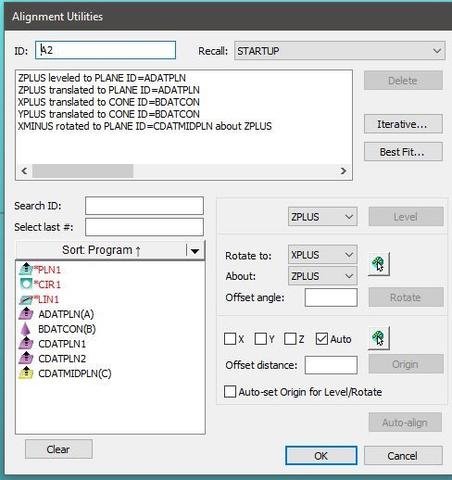
here is my alignment, the B datum is the cone. the angled planes and notches are cut in with a form tool from the sides and a form tool puts the cone together. i think location is the bigger variable here
Scanning around that sharp corner you really need to slow the scan speed WAAYYYYY down. Your using a .5 mm probe in a 1mm diameter. How many points is your scan actually picking up? 20-30 depending on your settings? I would get a .3mm ball if I were planning on scanning that. Also time constraints? You cant go in there and probe 3-4 points to feed data back to the machinist? The same tool cuts the entire surface. You should be able to decipher from 4 points on that diameter if the CNC is off in any one direction.




 here is a side view of the part the angled flats are combined to make a midplane that rotates about Z plus to y plus.
here is a side view of the part the angled flats are combined to make a midplane that rotates about Z plus to y plus.