The "machine capability" has many names. In German, it is also often referred to as "Subgroup-Analysis".
The task of machine capability is to find out whether a production machine can produce a certain characteristic in sufficient quality without any other influences.
Without any other influences... what does that mean? Every reader will be familiar with the Ishikawa diagram. It can be used to visualize all influences on a process. All these influences must be eliminated in order to experience the pure machine status. This means
X components (between 50 and 125) are produced in one row. The mold does not change, the batch of raw material does not change, the machine operator does not change, the machine must be warmed up and even breaks should not be taken.
(Side note: this is where the common German name "Stichprobenanalyse (Subgroup-Analysis”" comes from. Everything is considered as one large subgroup)
These X components produced in one row are then measured one after the other. According to the same rules. Measure in one row, same operator, same measuring machine / measuring device, same measuring fixture!
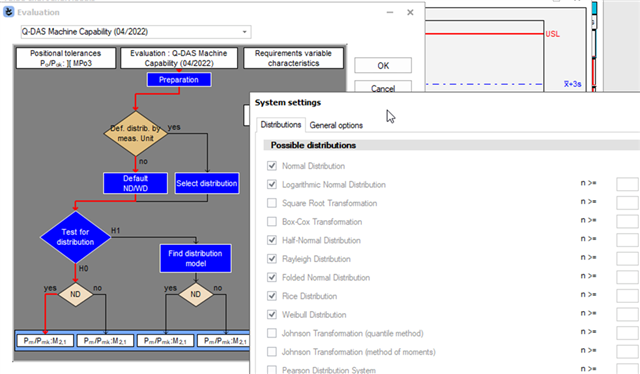
The evaluation of a machine capability is carried out using single-peak distribution models, provided that the evaluation is carried out using capability indices.
The required target values should be at least one "level" higher than the process capability requirements. If the process capability is required to be 1.33, the requirement in the machine capability analysis should be 1.67 or 2.00.
Basic Analysis
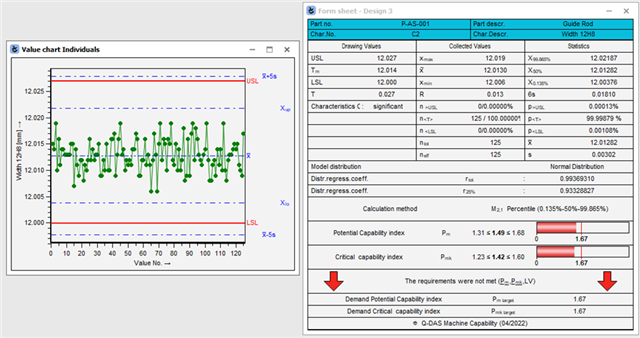
Most of the information is already contained in the value chart and the form sheet. In addition to the measured values, the quantile limits, the distribution form found, the calculation method, the determined capability index with an indication of its limit value.