After the classic MSA, the next step is to check whether the measuring device is still transmitting the same values. This can be done using the stability method.
Basically, data acquisition follows that of classic SPC data acquisition: every X time unit, the measurement on the reference object is repeated X times (where X is greater than or equal to 2). In other words, a "random sample" is measured on the same reference part.
The interaction between solara.MP and the data acquisition products is "identical" to the way qs-STAT works in combination with the data acquisition products: Work is carried out via the quality control chart. A complete description already exists for this: "Stability-cards"
Link to solara.MP Stability Cards
The "analysis" can be viewed slightly differently here: Of course there is a smiley face on the form.
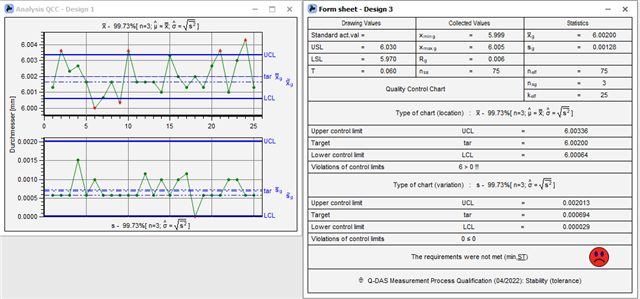
However, the "requirement" is usually: the presence of intervention limit violations!
If the data acquisition software can work with the quality control charts stored in solara.MP (e.g. procella), alarms occurring there are already an indication to the user that something has changed on the measuring device.
An example of this would be measuring probes built into a device. A "preliminary run" of data is recorded (repeat measurements on the reference part, same as procedure 1), which is then used to calculate a control chart in solara.MP. (this MUST be done in solara.MP, different rules apply to the control charts in the stability than in the process analysis).
If an action limit violation is detected during data acquisition for upcoming samples, it could be assumed that the probes are moving.
Critical notes on the "subgroup size"
The "number of measurements", which represents the "subgroup size", should be 3, in justified cases it can be reduced to 2.
So much for the official statement. In the software, however, the scope "1" is also possible. But only at the customer's request. And even customers, who demand a repetition of at least 2 in their own official documents, have given in to pressure from production and imposed the requirement on Q-DAS that it would unfortunately be "common practice".
Irrespective of the fact that the management level of the customers caved in to the wishes of production, it must be repeated here once again that stability with only one value per "subgroup"(in data collection parlance: subgroup size 2, moving subgroup type) is statistical nonsense. A control with a moving subgroup is already difficult in classical process analysis. But if an entire MSA has to be repeated on the basis of a stability alarm, then the statement of a single value should be questioned.