In a strategy or a sub-strategy different Reference-Figures are possible, as described in the MSA.
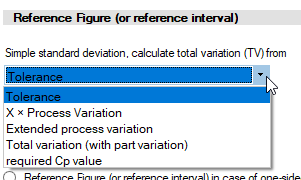
As always, the advantage of the Q-DAS software is that this is not a user decision, but can be specified by the strategy. This “how-to” briefly compares the most frequently used references.
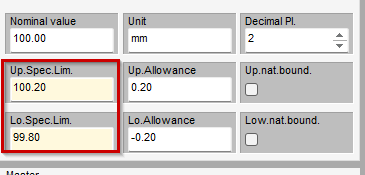
Tolerance
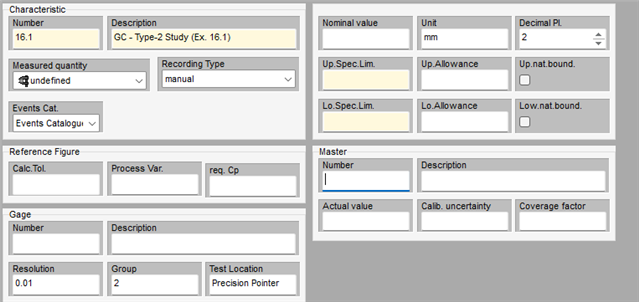
With the tolerance as the reference figure, a fixed component is selected; this does not change (unless the specifications are changed). The upper and lower specification limits are required for this in the characteristic mask.
Total Variation
The total variation does not require any information to be input in the characteristic mask. The “range” of the test objects used is the reference variable itself.
However, this means that sampling alone determines the result. If test specimens with a similar position are used, the reference size becomes very small.
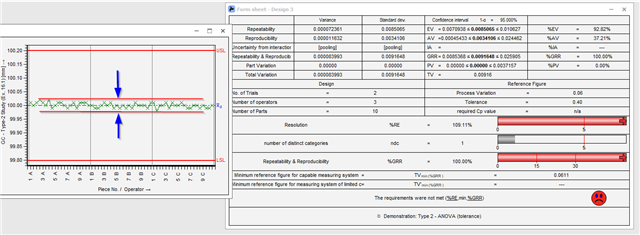
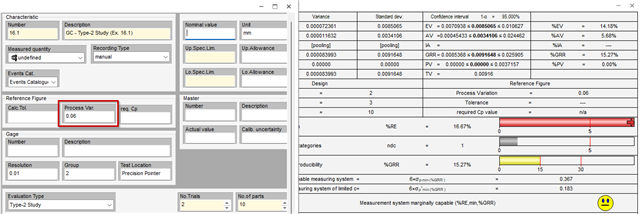
Process Variation
If the process variance is used as a reference variable, the multiplication factor for calculated results as shown below must also be specified:
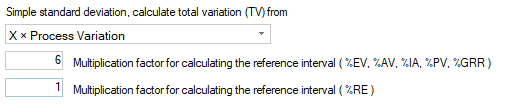
The process variation itself has then to be entered in the characteristic mask.